Hi Michl,
supppiiii

Um die Zusammenhänge nicht durcheinander zu bringen, wird dies ein Quote Marathon

dilg hat geschrieben:skysurfer hat geschrieben:
Erstes Problem war die Retraction (Rückzug) mit Lift Nozzel (Extruder anheben) von 0,5 mm.
Nach Lift Nozzel auf 0 mm gewann ich ca. 0,2 mm am Bauteil.
Warum kann ich noch nicht genau sagen, aber ein Gedanke ist, der Slic3R bzw. vermutlich die Firmware hat einen Standardretract integriert.
2mm sind standard, hast du eine optische Verbesserung durchs anheben des Extruders gemerkt?
Jupp .... habe ich, denn ohne Retraction vom Silc3R habe ich teilweise Stellen auf dem Objekt, wo man genau sieht, das die Düse über die andere Layer streift. Sehr schön an den folgenden Bilder zu sehen.
dilg hat geschrieben:skysurfer hat geschrieben:
Zweiter Fehler den ich gefunden habe.
Das Bett hat sich in der Höhe zur Düse verstellt und zwar um ca. -0,7 mm so das im Grunde der Extruder auf der Glasplatte lief, obwohl das Bett zur Düse schon mit 0,05 mm (mi Fühlerlehre) kalibriert war.
Dies erklärt nun auch warum der Skirt so hauchdünn war, das ich diesen mit dem Glasschaber entfernen musste.
wie jetzt?
du hast das Bett eingestellt, und nachher hat sich das bett verstellt? wie is das bei dir fixiert?
Das Bett ist wie bei den meisten Drucker
von oben nach unten gesehen:
-> MK2a Heizplatte
-> Schraube mit U-Scheibe durch Heizplatte
-> U-Scheibe und Mutter (um die Schraube zu fixieren natürlich angezogen)
-> Feder
-> Trägerplatte für Schlitten
-> Flügelschraube
aufgehängt.
Die Feder ist unter starker Vorspannung:
Luft zwischen Platte und Heizplatte ca. 2cm.
Vor 2 Tagen hatte ich die Glasplatte zur Düse an allen 4 Ecken auf 0,05 mm, mit Fühlerlehre, erneut eingestellt.
Gestern Abend die Glasplatte, die mit 4 Klammern gehalten wird, entnommen und wegen Haftung mit Kapton überzogen.
Heute Morgen die Glasplatte wieder mit den 4 Klammern montiert.
Erster Testdruck (ohne eine Veränderung der Einstellungen im Slic3r) ging gleich in die Hose, weil die Düse so stark auf der Glasplatte lief, das es das Kapton teilweise abgezogen hat. Habe den Druck abgebrochen, Kapton wieder kompl. von der Scheibe entfernt und wieder einen Testdruck gestartet.
Der Abstand Bett zur Düse hat sich wieder um fast 1 mm verändert. Warum .... keine Ahnung, den ich habe an der Einstellung der Schrauben nichts geändert.
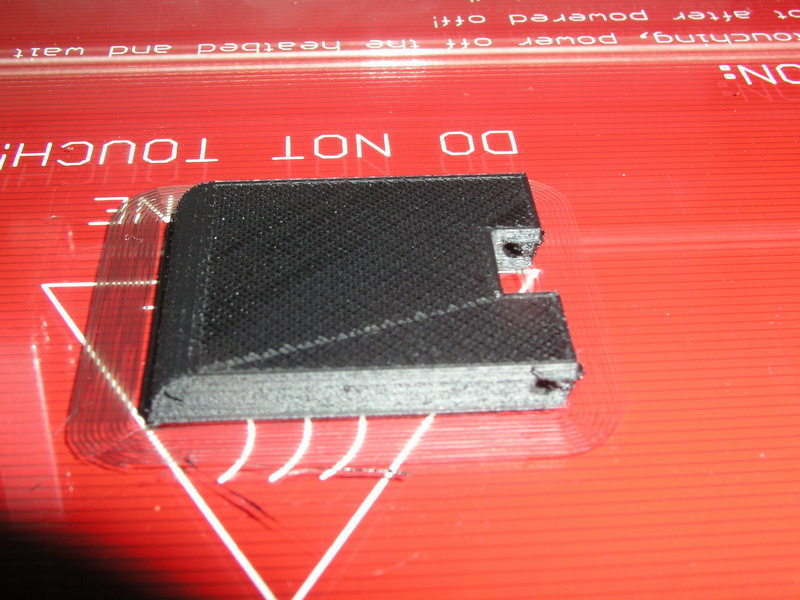
- Testdruck heute Morgen ohne Kapton, sehr schön am Skirt zu sehen, wie dünn die erste Schicht ist.
- 20151121_001.JPG (135.67 KiB) 1376 mal betrachtet

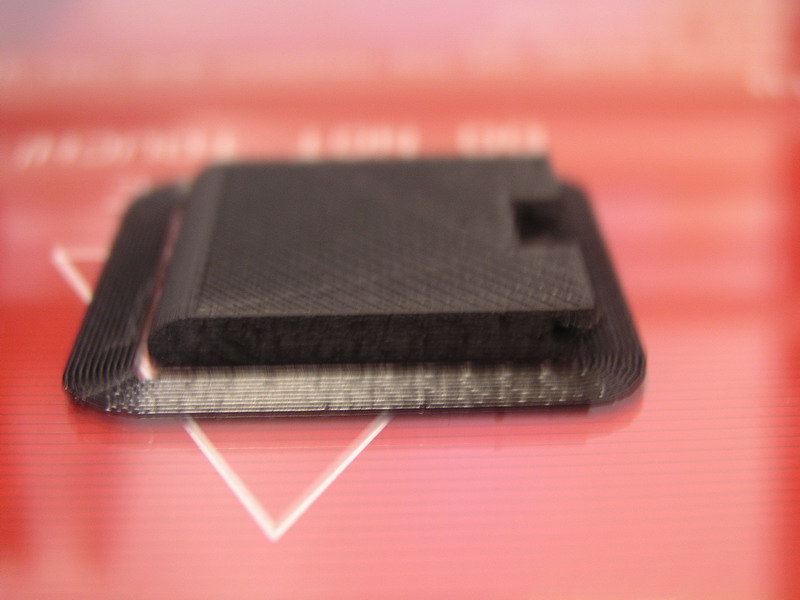
- Testdruck heute Morgen ohne Kapton, sehr schön am Skirt zu sehen, wie dünn die erste Schicht ist.
Hie fehlen ca. 1 mm an der Stärke. - 20151121_002.JPG (80.84 KiB) 1377 mal betrachtet
- Testdruck von gesetern Abend, bevor Kapton aufgebracht wurde. Sehr schön zu sehen am Skirt das Schichtdicke i.O ist.
Gemessene Stärke passt beinahe. - 20151120_011.JPG (71.02 KiB) 1375 mal betrachtet
dilg hat geschrieben:skysurfer hat geschrieben:
Und zum dritten, und damit hatte ich gar nicht gerechnet, da ich immer davon ausging, das Slc3r bei der Berechnung alle Optionen einbezieht und am Ende die korrekte Höhe ermittelt.
Unter entsprechenden Einstellungen der ersten Schichtdicke und des Z Offset berechnet der Slic3r die Höhe falsch und ganz speziell bei der letzten Schicht.
Beispiel 1:
Erste Schicht 0,35 mm
Z Offset -0,02 mm
GCode erster Layer Z0,33 -> entspricht 0,33 mm, ist o.k. denn 0,35 mm abzgl. -0,02 mm= 0,33 mm.
GCode letzter Layer Z5,03 -> entspricht 5,03 mm, wäre ok.
Beispiel 2:
Erste Schicht 0,2 mm
Z Offset -0,25 mm
GCode erster Layer Z-0,05 mm -> ist o.k.
GCode letzter Layer Z4,75 mm -> nicht akzeptabel, da 0,25 mm fehlen.
???
Wie rechnest du das bitte?
Beim ersten Bsp hast 0,35 + 24*0,2 macht 5,15. Minus Offset macht 5,13. Was willst du mit dem Bsp sagen?
Beim zweiten Bsp., natürlich ist Z auf 25*0,2-0,25 = 4,75... Klar das soll auch so sein.
Du der Offset ist eine Nullpunktverschiebung. die Angabe von Z hast nichts mit der Höhe des Bauteils zu tun.
Das is wenn du einen fixen Z-Endschalter hast, damit du die Z-Ebene verschieben kannst...... wenn du Zoffset -1 Setz werden die Bauteile nicht kleiner, sondern nur 1mm tiefer gedruckt ( vorrausgesetzt die Glasplatte is 1mm tiefer als der Endschalter)
Das habe nicht gerechnet, sondern wird über den Slic3r als GCode ausgegeben. Ich habe es nur mal versucht zu verstehen, was da Slic3r rechnet. Was aber anhand dem Beispiel 2 nicht mehr möglich ist.
Mit deinen 2 Rechenbeispiele und der Aussage "Offset ist eine Nullpunktverschiebung" wiedersprichst Du dir eigentlich.
Ich dachte auch, das der Z Offset nur eine Nullpunktverschiebung ist. Darunter verstehe ich aber, das sich an der Höhe vom Objekt nichts wesentlich ändert, sondern nur die ganzen Layer auf Z bezogen verschoben werden.
Hmmmm ... habe mir gerade nochmals den englischen Hilfekontext zum Z Offset im Slic3r durchgelesen.
Da stehts eigentlich drin, das Z Offset im GCode addiert oder subtrahiert wird.

Und ich dachte immer, der Z Offset ist zum Ausgleich der Einstelldifferenz zwischen Druckbett und Düse (ca. 0,05 mm) da, also um die Materialausdehnung bei Hitze und Einstelldifferenz ausgleichen zu können.
Eigentlich sollte ja die Düse zum Druckbett auf NULL sein.
dilg hat geschrieben:
Warum sagst du nicht erster Layer ist 0,3, aber mit mehr Extrusionsweite?
Anssich hält der erste Layer auch besser wenn er dick ist, stichwort klebefläche.
Das ist eine gute Idee.

Werd ich mal testen, wenn ich wieder Bock habe an dem Thema weiter zumachen. Die Lust ist mir gerade ein wenig abhanden gekommen, weil ich nicht weis, warum sich das Bett wieder verstellt hat.
dilg hat geschrieben:skysurfer hat geschrieben:
Nach Neujustierung des Bettes zur Düse und Berücksichtigung First Layer Höhe und Z Offset -0,05 mm, stimmt die Objekthöhe wieder fast exakt, allerdings kämpfe ich jetzt wieder mit der Haftung.
Auffallend dabei ist, das die Glasscheibe doch einen Verzug < 0,05 mm hat (kleiner kann ich leider nicht messen, gibt die Fühlerlehre nicht her), denn ich habe nur auf der rechten Seite Haftungsprobleme. Die Glasscheibe ich schon gedreht, also oben nach unten, dadurch wurde das Haftungsprobleme schlimmer. Zuvor war es nur der vordere rechte Bereich, wo sich das Objekt gelöst hatte.
probier ob die Glasscheibe selber oder die untere Platte oder die Befestigung die Platte biegt.
Habe ich schon getestet. Ausser das sich die Linearführungen biegen, habe ich nichts festgestellt.
Sobald mein Kumpel Zeit hat, werden wir schraubbare Linearlager am Bett, eine Dauerdruckplatte aus ALU und Silikonheizmatte verbauen sowie die Aufhängung starr ausführen.
dilg hat geschrieben:skysurfer hat geschrieben:
Das andere Prob. mit dem ich auch gekämpft hatte war ein rhythmisches klopfen des Extruders.
Da vermutete ich, dass der Extruder die Menge Filament nicht durch die Düse bekam und daher durchrutschte. Das Durchrutschen konnte man auch sehr schön am Filament fühlen wenn der Extruder klopfte.
Habe mehrere Versuche mit der Temp. gemacht und festgestellt, dass die empfohlene Temp. des Händlers 235°C – 245°C nicht passt.
Tests von 255°C bis 285°C ergaben, das bei 280°C das beste Ergebnis in Bezug auf das Klopfen gebracht hat.
Nun verstehe ich nicht, warum die empfohlene Temp. zur Ist Temp. so massiv abweicht. 35°C ist ne Menge Holz.
Leider kann ich die reale Düse Temperatur nicht messen.
Was meinst du mit dem letzten Satz?
Der Drucker misst ja über den Fühler die Temperatur am Extruder und zeigt diese an. Ob dieser angezeigte Wert der Realität entspricht kann ich leider nicht kontrollieren.
Das Filament wird mit einer Temperaturempfehlung von 235°C bis 255°C verkauft.
Ich muss jedoch meinen Drucker auf 280°C bis 285°C einstellen, damit der Extruder die entsprechende Menge durchdrücken kann. Unter diese Temperatur fängt mein Extruder zum klopfen an, das vom durchrutschenden Antriebszahnrad kommt.
Hmmmm ... und sorry für die falsche Angabe von 35°C, sind 25°C bis 30°C Abweichung.
Ich verstehe nicht, warum diese Differenz von Empfehlung zur Realität so groß ist.
dilg hat geschrieben:skysurfer hat geschrieben:
@Michl: das Problem lag nicht an dem Motortreiber. Ich hatte zwar mal versucht diese zu Messen, nachdem ich aber fast das Board mit meiner Schusseligkeit zerschossen hatte, habe ich das Messen unterlassen. Will mich aber bei Gelegenheit nochmals darum kümmern.
Minus auf Masse klemmen, Schraubenzieher ins poti und pluskontakt am schraubenzieher
Auf die Idee muss man erstmal kommen. THX
Meinst Du Minus, das vom Netetzteil kommt
