Moin,
iwie scheint dieser Fred einzuschlafen

Dann will ich mal aus dem Nähkästchen plaudern.
Ausser ein wenig Wissen im Zeichnungslesen hatte ich zuvor keine Berührungspunkte zu dem Thema CAD/CAM/CNC.
Ich habe das 3D drucken aus reinem Interesse an CAD/CAM/CNC gestartet sowie dadurch die Möglichkeit zu erhalten, Teile für den Modellbau zu drucken.
Meinen Massstab in Bezug auf Massgenauigkeit und Ästhtik der Druckobjekte setze ich sehr hoch an, auch wenn mein Freund immer sagt "beim 3D drucken brauchste Du NICHT nach Zehntel zu suchen".
Das beginnt schon beim Konstruieren der Teile in Bezug auf das Einkalkulieren von Abweichungen des Druckers (z.B. Bohrungsdurchmesser konstruktiv erhöhen, weil der Drucker dies nicht druckt usw). Dies bringt aus meiner Sicht nichts, da ich diese Teile vielleicht auch mal spanabhebend machen will (wer weiss was die Zukunft noch bringt

) und ich dann diese Modelle nicht nochmals ändern will.
Also habe ich mir bei 1-2-3 einen Geeetech I3 Pro für ca. 280 Euronen "Frei Haus" geordert.

- Bereits mit provisorischem Gehäuse. Hat noch keinen Deckel und keine Türe. Ist nur mal so aud die Schnelle entstanden um das Umgebungstemp. Problem in Griff zu bekommen. Das richtige wird vermutlich aus klarem Acrylglas.
- DSC01041.JPG (138.42 KiB) 1117 mal betrachtet
So aber nun zum Nähkästchen
Z. Zt. arbeite ich an diesem Relaishalter
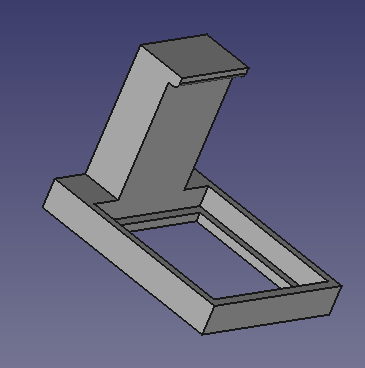
- Relaishalter.png (6.52 KiB) 1117 mal betrachtet
Das Relais soll unten eingesteckt und oben gehalten werden, das es sich nicht, durch den Kabeldruck, herausschaffen kann.
Das Relais habe ich vermessen und die Aussenmasse mit etwas Masszugabe in der Zeichnung berücksichtigt, den Relaisaussenmass kann nicht Aufnahmeinnenmass sein.
Nach dem ersten Druck wollte ich das Relais einstecken, es tauchte aber nur ein wenig in den Rahmen ein.
Der Grund wurde schnell gefunden. Mit der Luppe betrachte ich die Innenfläche des Halterahmen und musste feststellen, das an der Innen-, als auch auf der Aussenseite Kleckse zu sehen sind. So kann das nicht funktionieren dachte ich und woher kommen diese blöden Kleckse.
Hierbei half mir der Hinweis von yogi149
"Print Quality Troubelshooting" der Simplify3D Seite weiter. Ein Ansatzpunkt wurde schnell gefunden. Retraction. Rückzug des Extruder und des Filament beim Layerwechsel. Mit dem Extruder Rückzug (Lift Z-Achse) arbeite ich bereits, aber mit dem Filamentrückzug nicht.
Getestet habe ich bis jetzt mit den Einstellungen "Retraction length", "extra length on restart" und "speed". So richtig glücklich wurde ich dabei nicht. Die Kleckse wurden zwar weniger beim Layerwechsel, aber auf der reslichen Fläche waren doch immer noch welche zu sehen, die das Mass beeinflussen.

- Ich hoffe man kann die Kleckse erkennen.
- P1010004.JPG (85.67 KiB) 1117 mal betrachtet
Nach einem herben Rückschlag

- Sieht aus wie eine Elefantenhaut.
- P1010003.JPG (58.97 KiB) 1118 mal betrachtet
musste ich inmich kehren und die Sache neu durchdenken. Zusätzlich habe ich mir ein Vierkantmodell 100x20x10x0,35 mm zum testen erstellt

- Vierkant 100x20x10x035.png (6.13 KiB) 1117 mal betrachtet
Beim ersten Testdruck stellte sich auch gleich wieder das typische Haftungsproblem ein

- DSC01055.JPG (129.99 KiB) 1117 mal betrachtet
Warum .... ich hatte mittlerweile den Z-Offset auf 0 gesetzt, da ich der Meinung war, dass das Haftungsproblem nun Geschichte sei.
Also den Z-Offset wieder auf -0,02 mm gesetzt, dem Druckbett seine Aufheizzeit gegönnt. Problem erledigt

Durch die ganze Problematik mit den Klecksen entstand dann die Frage, stimmt den der Filamentdurchmesser noch, den ich ganz am Anfang mal gemessen und mit einem Mittelwert 1,76 mm eingetragen hatte.
Also ... das Filament nochmals messen. Bei der ersten Messung viel mir auf, das diese doch abweichen. Also entschloss ich mich, mal 2 m, alle 20 cm an 4 Punkten (ca. alle 90°) zu messen. Dafür habe ich mir nach allen 20 cm eine Fahne als Markierung angebracht, so dass ich auf die Winkel von ca. 90° messen konnte.
Und hier die Messergebnisse.

- Filamentmessung.png (32.85 KiB) 1117 mal betrachtet
Aus diesen Messungen wird ersichtlich, wie stark der Durchmesser bei meinem ABS Filament schwankt und das mein eingetragener Wert von 1,76 mm von den neuem Mittelwert von 1,73 mm abweicht. dies scheint auf Anhieb nicht viel, aber Versuch macht kluch
Also den Wert im Slic3R geändert und wieder ein Testdruck.

- P1010002.JPG (75.33 KiB) 1112 mal betrachtet
Sieht schon mal vielversprechend aus, oder


- P1010001.JPG (54.93 KiB) 1112 mal betrachtet
Diese Ecker leider noch nicht. Genau an dieser erfolgt der Retract.
Da muss ich wohl noch ein wenig experimentieren
Nachtrag: